Executive summary for Process Design of Deep Cryogenic Air Separation Units
In Process Design of Deep Cryogenic Air Separation Units, ambient air is converted into oxygen and nitrogen (and optionally argon) by integrating compression, adsorption pretreatment, multistream cryogenic heat exchange, refrigeration generation, and rectification in a thermally coupled double column. The baseline architecture—high-pressure column (HPC) plus low-pressure column (LPC) linked by a condenser–reboiler—remains dominant because it delivers large throughput and high purity with tight heat integration (Linde Engineering 2019; National Energy Technology Laboratory 2001).
High-leverage decisions concentrate in four areas: pressure levels and pressure-drop budgets (driving compressor work), pretreatment performance for H₂O/CO₂ and hydrocarbon control (protecting availability and oxygen-service safety), temperature approaches and flow distribution in plate-fin heat exchangers inside the cold box (setting refrigeration demand), and the product slate/delivery pressures (GOX/LOX, GAN/LIN, argon recovery, and internal vs external compression). Industry safe-practice guidance and technology handbooks consistently describe large cryogenic ASUs as adsorption purification plus cryogenic distillation, with internal compression common for high-pressure products (Asia Industrial Gases Association AIGA 056/14; Air Liquide 2022; Energies 2020).
Research and industrial practice increasingly treat flexible operation and lifecycle integrity as process-design requirements. Pressure-driven dynamic simulation and digital twins are used to improve ramp procedures, while cycling constraints elevate concerns such as thermal fatigue in cold-box equipment. None of these objectives relax oxygen-service constraints: cleanliness, materials compatibility, and reboiler/condenser contaminant control remain hard boundaries (ChemBioEng Reviews 2021; AIChE Journal 2022; Startup procedure study 2019; AIGA 035/20).

Process flow overview in Process Design of Deep Cryogenic Air Separation Units
In Process Design of Deep Cryogenic Air Separation Units, the flowsheet must close both a separation balance (purity and recovery) and a refrigeration balance (cryogenic temperatures without exchanger temperature cross). The cold box therefore behaves as one coupled network rather than independent blocks, and small changes in pinch or pressure drop can propagate through both columns and machinery (Energy 2010; Energies 2020).
Plain-text representative process flow (typical/approximate; vendor variants exist):
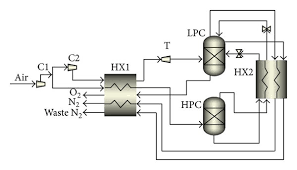
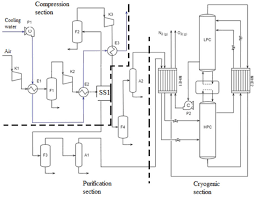
Air intake & filtration → main air compressor with intercooling/aftercooling → optional precooling (site dependent) → pre-purification unit (TSA) removing H₂O/CO₂ and controlling hydrocarbons → plate-fin main heat exchanger cooling clean air toward liquefaction → split to (a) column feed(s) and (b) expander stream for refrigeration → high-pressure column → condenser–reboiler coupling → low-pressure column → optional crude argon side draw and argon columns → products warmed in the main exchanger → oxygen and nitrogen delivery via compression or liquid pumping/vaporization (internal compression)
This process narrative aligns with both high-level industrial descriptions and detailed process studies: compressed-and-purified air is cooled in a multistream main heat exchanger, sent to rectification, and products are rewarmed and conditioned to delivery requirements (Energy 2010; Air Liquide flexibility abstract 2010; NETL 2001).
Public schematics and open simulations often illustrate HPC around 5.6 bar(a) and LPC around 1.5 bar(a), and show an oxygen-enriched transfer liquid (often ~35–40% O₂; typical/approximate). These values should be treated as reference points: actual pressures depend on exchanger approach temperatures, pressure drops, and product delivery strategy (Linde 2019; Energies 2020).
Main equipment and cold box integration in Process Design of Deep Cryogenic Air Separation Units
In Process Design of Deep Cryogenic Air Separation Units, equipment selection is inseparable from heat integration because every major item affects pressure-drop and refrigeration budgets. The cold box houses the distillation columns, plate-fin cores, cold manifolds, and cryogenic valves; enclosure integrity and monitoring are part of safe operation and reliability management (AIGA 056/14; Emerson 2022).
The main air compressor (MAC) typically dominates power demand and sets the pressure head that must cover losses across filtration, pretreatment, exchangers, and columns while sustaining a condenser–reboiler temperature approach. Large process compressors and expander-compressors are commonly specified against established machinery requirements to control mechanical risk and ensure reliable performance guarantees, often referencing American Petroleum Institute API Standard 617 (API 617).
The pre-purification unit (PPU) is availability-critical: H₂O/CO₂ breakthrough can freeze in plate-fin exchangers, raising pressure drop and forcing derime/defrost, while hydrocarbon control supports safe oxygen service (AIGA 056/14). Large ASU technology overviews explicitly position adsorption purification upstream of cryogenic distillation, reflecting pretreatment’s role in keeping the cold box operable at scale (Air Liquide 2022).
Multistream plate-fin heat exchangers (PFHE/BAHX) enable tight heat integration among feed air, products, waste streams, and expander returns. Their benefits come with constraints: sensitivity to contamination and maldistribution, and potential thermal-fatigue concerns under frequent cycling (Startup procedure study 2019). In internal-compression designs, brazed aluminum exchangers may serve pressurized oxygen vaporization duties, increasing oxygen-cleaning and integrity requirements (AIGA 057/25).
The double-column distillation system (HPC + LPC) plus the main condenser–reboiler delivers separation. The condenser–reboiler is a safety focal point because it can concentrate contaminants in oxygen-enriched liquid; accordingly, industry publishes dedicated guidance for design and operation of these systems (AIGA 035/20). Expanders generate refrigeration and affect ramp behavior; flexibility research emphasizes that machinery constraints and cold-box inventories can limit load change rates (ChemBioEng Reviews 2021; AIChE Journal 2022).
For physical scale, vendor disclosures indicate that individual column shells can reach ~7 m diameter and ~45 m length (typical/approximate), illustrating why mechanical constraints, shipping limits, and pressure-drop goals must be balanced early (Linde capability statement).
Key design parameters and sizing logic in Process Design of Deep Cryogenic Air Separation Units
In Process Design of Deep Cryogenic Air Separation Units, “typical ranges” are meaningful only when tied to a design basis: ambient conditions, contaminants, product slate, and flexibility requirements. Within that basis, engineers iterate steady-state models under explicit pressure-drop and temperature-approach constraints and reconcile them with vendor hydraulics and cold-box thermal design (AIGA 056/14; Energies 2020).
Air composition is often anchored to standard dry-air references (typical/approximate mole fractions: N₂ ~0.781, O₂ ~0.2095, Ar ~0.0092, CO₂ ~0.0003). The theoretical minimum air for 1 ton of oxygen at 100% recovery is ~3,300 Nm³ air/ton O₂ (typical/approximate, derived); real feed is higher due to <100% recovery and co-products. This is a useful early check on whether a simulation’s air-to-oxygen ratio is physically plausible (National Institute of Standards and Technology 2000).
Pressure levels are selected to minimize compressor work while sustaining a feasible condenser–reboiler driving force. Illustrative designs commonly use HPC ≈ 5–6 bar(a) and LPC ≈ 1–2 bar(a) (typical/approximate). Pressure drop is equally decisive: open simulations often include a few tenths of a bar per column, making pressure-drop budgets a first-order lever for specific power consumption (Linde 2019; Energies 2020).
Reflux ratios and stage counts are outcomes of purity/recovery targets given the chosen pressures, internals, and heat integration. Published two-column modeling often uses ~50–70 theoretical stages per column (typical/approximate) and emphasizes that the columns are tightly heat-integrated to reduce operating cost and maintain cryogenic temperatures (Energies 2020).
Tray versus structured packing selection is mainly a pressure-drop-and-efficiency decision under oxygen-service constraints. Industry guidance discusses the broad adoption of structured packing and provides safe-use practices for aluminum structured packing in oxygen distillation service, plus handling measures to keep packing clean and dry and prevent water ingress (European Industrial Gases Association Doc 144/20; EIGA Doc 147).
Heat integration is the defining cold-box optimization variable. Tight exchanger approaches reduce refrigeration demand and improve energy efficiency, but they reduce tolerance to pretreatment upset and transient operation, particularly under cycling. Exchanger performance targets should therefore be specified across the operating envelope (including turndown), with a derime/defrost philosophy consistent with the chosen integration tightness (Energy 2010; ChemBioEng Reviews 2021).
Technical table: typical/approximate design data
The ranges below compile representative values from public schematics and capability statements, industry safety/operability guidance, and peer-reviewed/open literature benchmarks. Values marked typical/approximate must be validated for the specific project basis and vendor technology (Linde 2019; Energies 2020; Engineering Journal 2014; Linde capability statement; Entropy 2018; Air Liquide flexibility abstract 2010).
| Parameter | Typical/approximate range | Notes for design and interpretation |
|---|---|---|
| Oxygen production capacity | ~100 to 5,000+ t/d O₂ | Large plants generally use double-column architecture; scale affects efficiency and flexibility. |
| Theoretical dry air feed | ~3,300 Nm³ air/ton O₂ | Derived from dry-air O₂ fraction; actual feed is higher (recovery <100%, co-products). |
| MAC discharge pressure | ~4 to 10 bar(a) | Set by HPC pressure + pressure-drop budget + condenser–reboiler approach. |
| HPC pressure | ~5 to 6 bar(a) | Illustrative references often show ~5.6 bar (typ./approx.). |
| LPC pressure | ~1 to 2 bar(a) | Illustrative references often show ~1.5 bar (typ./approx.). |
| Typical column ΔP | ~0.1 to 0.4 bar per column | Strong driver of compressor work; depends on internals and traffic. |
| Column shell envelope | Up to ~7 m diameter; up to ~45 m length | Fabrication/shipping envelope; project sizing may be different. |
| Oxygen purity (GOX) | ~90–97% or >99.5% | Purity targets affect energy and recovery (typ./approx.). |
| Nitrogen purity (GAN) | Up to ~99.99%+ | Depends on reflux and draw points (typ./approx.). |
| Specific power consumption | ~0.46–0.64 kWh/Nm³ O₂ ≈ ~320–450 kWh/ton O₂ | Uses ~700 Nm³/ton O₂ at “normal” conditions (typ./approx.); purity/scale sensitive. |
| Minimum separation work | ~51 kWh/ton O₂ | Thermodynamic floor; real cryogenic ASUs are multiple times higher. |
Note on unit conversion: the mass-basis conversion from kWh/Nm³ to kWh/ton depends on the “normal” conditions and the density basis used; ~700 Nm³ per ton O₂ is a common engineering approximation near standard conditions, so conversions should be labeled typical/approximate unless the project’s reference conditions are specified (Entropy 2018; Engineering Journal 2014).
Control, operability, and energy efficiency in Process Design of Deep Cryogenic Air Separation Units
In Process Design of Deep Cryogenic Air Separation Units, control and energy efficiency are coupled: measures that reduce kWh (tighter exchanger pinches, lower pressure drops, sharper reflux distribution) can reduce buffer capacity during disturbances. Control objectives prioritize LPC pressure and key inventories (sump/reflux levels), while expander constraints protect equipment and maintain refrigeration balance. Online oxygen concentration measurements on oxygen-enriched internal streams are widely used for troubleshooting column and reflux health (Emerson gas-analysis note).
Flexible operation is an increasingly explicit requirement. Reviews and pressure-driven digital twin studies show that cold-box thermal inventories, expander envelopes, and argon-system holdup can limit ramp rates. Digital-twin work also emphasizes that an additional argon rectification system can significantly increase operational complexity and influence load-change procedures (ChemBioEng Reviews 2021; AIChE Journal 2022; AIChE 2020 proceedings).
Thermodynamics reports a minimum work near 51.3 kWh/ton O₂ (typ./approx.), while benchmarking reports ~0.46–0.64 kWh/Nm³ and cites ~0.28 kWh/Nm³ as a comparative reference (typ./approx., context-dependent) (Entropy 2018; Engineering Journal 2014). Practical optimization focuses on minimizing pressure drop (PPU, exchangers, columns), protecting main exchanger performance via robust pretreatment, optimizing expander integration, and selecting internal versus external oxygen compression consistent with product pressure and cold-balance impacts. Recent thermodynamic comparisons of internal vs external compression ASUs for high-pressure oxygen service indicate this remains an active optimization area (Energy 2025).
Safety, commissioning, failure modes, and future trends in Process Design of Deep Cryogenic Air Separation Units
Process Design of Deep Cryogenic Air Separation Units is bounded by oxygen-service safety and contaminant control. Industry safe-practice guides emphasize hazards including oxygen enrichment, cryogenic temperatures, pressurized systems, and asphyxiation from nitrogen and argon, and frame mitigation across design, construction, operation, and maintenance (AIGA 056/14).
Cleaning and materials are part of the process specification. Oxygen cleaning is commonly applied above 23.5% oxygen concentration and covers exchangers, distillation columns, pumps/compressors, and associated piping, valves, and instrumentation. For designers this becomes a procurement and QA/QC requirement: define compatible materials and lubricants, cleaning acceptance criteria, and contamination controls through construction and commissioning (Compressed Gas Association G-4.1).
Reboiler/condenser safety is treated as a dedicated topic because these locations can concentrate hydrocarbons in oxygen-enriched liquid. Safe practice documents outline design and operating measures intended to limit accumulation and reduce incident risk (AIGA 035/20). Reliability guidance also notes that oxygen enrichment measured near the cold box bottom can indicate a leak in progress, supporting explicit enclosure monitoring and response philosophy in the design package (Emerson e-book).
Commissioning and testing should follow a defined sequence: verify cleanliness and dryness; pressure test and leak check; validate PPU regeneration and breakthrough protection; execute controlled cooldown with monitored thermal gradients; stabilize column profiles and reflux distribution; then test product purity, recovery, and specific power consumption at defined ambient and load conditions. Process Design of Deep Cryogenic Air Separation Units benefits when this sequence is written as a validation pathway linking exchanger robustness, controls, and safety assumptions (AIGA 056/14; ChemBioEng Reviews 2021).
Representative failure modes and mitigations include pretreatment breakthrough (freeze-out and PFHE plugging), reboiler/condenser contaminant accumulation, plate-fin thermal fatigue under cycling, expander trips disrupting cold balance, and cold box leaks creating oxygen enrichment. The consistent mitigation pattern is to make assumptions explicit (contaminants, cycling, ramp rates), enforce them through equipment selection and control logic, and validate them during commissioning (AIGA 056/14; AIGA 035/20; Startup procedure study 2019; Emerson e-book).
Future trends and research gaps focus on the coupling of transient operation, equipment integrity, and system economics. Digital twins and pressure-driven dynamic models are increasingly used to design ramp procedures and enable soft sensing (AIChE Journal 2022; ChemBioEng Reviews 2021). Cycling-aware design is moving toward fatigue-informed operating envelopes for plate-fin cores (Startup procedure study 2019). In parallel, integration of ASUs with energy-storage or advanced cycle concepts remains active, but it requires co-optimization of separation efficiency, flexibility, and safety (Computer & Chemical Engineering 2023; Energy 2025).





